企业名称:广州市拓珅表面处理有限公司
联系人 :林丛英
电话:020-86770768
手机:13719100360
邮箱:tsst@top-ele.com.cn
传真:020-86770718
地址:广东省广州市花都区东镇花侨管理区侨北三路14号
网址 :www.gztuoshen.com
高速旋杯自动静电喷涂技术,因其特点显著:膜厚、颜色均匀,质量稳定;涂着效率可达90%以上;节能降耗保护环境;迅速有效的实现颜色切换和涂料管路清洗,生产效率高;能雾化喷涂高粘度、高固体份油漆等,逐步被广泛应用于油漆车身的内、外表面喷涂施工。
依托技术的更新换代,高转速旋杯自动静电喷涂技术逐步由往复机发展成为6轴或7轴系机器人,灵活性更大,喷涂油漆外观更优,已经在国内大多数涂装线装备。本文介绍的是自动静电喷涂的工艺部分,通过本文使从业人员得到初步的认知。
2 油漆外观在施工中的重点
为能够获取良好的油漆外观,生产过程中需重点关注喷涂参数设定、雾化效果判断、涂料性能的掌握以及根据漆膜状态的及时调整等四个方面:
喷涂参数:主要考虑因素有喷涂工艺(溶剂型、水性、粉末型)、喷(旋)杯结构、涂料吐出量、成形空气吐出量、旋杯转速、喷涂距离、静电高压等。
雾化效果:主要影响因素有漆粒大小、速度、运行轨迹、漆粒喷出时的停留时间、雾化扇面的控制。
涂料的物料性能:包括漆料的粘度、固体份、溶剂类型数量、密度、表面张力、基料体系等。
喷涂效果:湿膜状态中的干湿性、流平性、膜厚、色彩色调、目视外观等。
通过上述四点可以实现获得良好的油漆外观。
3 静电喷涂工艺的四步
3.1漆液机械雾化
1)雾化工艺,包括雾化、旋转式雾化装置、雾化原理3个部分
a.雾化:旨在扩大液体所能覆盖的表面积,属于物理作用方面的操作,效果的评定主要取决于雾化后油漆覆盖面积的大小与涂着质量。雾化实际并非使涂料雾化成涂料离子,而是雾化成较小的涂料体;就像实际中的天气“雾”一样,是由小水滴组成的,不是水分子更不是水离子。雾化粒径大小是漆膜流平的重要因素,雾化粒径小,漆膜平滑性好。转速大,漆雾密度趋小,溶剂挥发加快,要酌情添加高沸点溶剂。溶剂性漆,中涂漆转速,一般控制30000-45000r/min;与底色漆转速一般控制在35000-55000r/min;清漆转速,一般控制在35000-55000r/min。
b.旋转式雾化装置:涂料首先被运送至喷杯内壁,然后借助旋转所产生的离心力将涂料传输至喷口位置,雾化过程仅仅是通过机械作用力(离心力、空气动力)来实现的。
c.雾化原理:喷杯在高速旋转下,进行漆滴雾化、线状分解、多片式雾化(片层状、涡流状)的离解机制,实现涂料的雾化;当喷杯旋转大于20000r/min时,漆粒不会有衰变现象出现;对涂料进行线状雾化的过程中,会在喷杯喷口处形成许多液态的线状物质,液态物质通过线状分解或是喷射漆流的分解作用重新形成漆粒,形成的小漆粒通过会聚形成大的漆滴;在喷杯转速不断增加的情况下,一般的线状雾化转化为片层状或涡轮状多片式雾化,多片式雾化处理之后的漆粒不会衰变,分布范围比线状雾化后的漆粒分布范围宽。
3.2静电加压使漆粒带电与静电雾化
3.2.1加压机制
旋杯或极针接负极,被涂件接正极,加电压后在旋杯(或极针)与被涂件之间形成静电场,当电压足够高时(一般旋转式喷杯高压上限为100KV),旋杯(或极针)附近区域的空气产生强烈电晕放电,并使静电场形成气体电离区域。被雾化涂料在旋杯边缘或极针处接触带电,带电的漆滴经过气体电离区时再次带电,同时被分裂成更细小的带电液滴,并在电场力的作用下向正极的被涂件移动,最终涂覆在被涂件面上。
如果静电压过高或喷涂距离过小,旋杯(或极针)与被涂件之间的空气全部被击穿,此时会发生火花放电,将引起喷涂设备、有机溶剂燃烧、爆炸的不安全状态。
3.2.2加压形式
a.直接加压:即加压的电极即为旋杯的折角;
b.间接加压:即加压的电极呈环状围绕在喷杯杯体外侧;
c.原理区别:间接加压和直接加压原理不同,对漆粒进行外部间接加压和对漆粒雾化处理,这两个过程在时间和空间上有明显划分;对漆料进行外部加压的过程中,会在外部加压电极之间形成电离区,基于离子的运动性,它会和同性接地基质之间产生相互排斥作用,而和异性接地基质(车身)相互吸引,这样就形成了一股离子流,一些细小物质由于其本身体积小、质量轻,因而会精确的沿着电力线移动。
d.步骤区别:“涂料雾化”和“高压”这两个步骤实施的先后次序有所不同;设备采用的是间接加压,涂料必须先雾化,然后通过在电极上产生的静电高压使涂料带电;设备采用直接加压,涂料的雾化和加压过程都在喷杯的边缘位置上同步完成。
3.2.3电压与雾化
静电电压上升,漆粒的平均粒径会下降,造成这种现象的主要原因是静电磁场的作用,导致漆粒表面张力有所降低;表面张力是影响旋转式雾化喷涂效果的一个重要因素,因此在大部分性能参数恒定不变的情况下,表面张力的降低会直接导致漆粒直径大小的降低。
3.2.4电压与喷涂效果
在静电磁场下,对漆粒有一个作用力,电场力的大小取决于电场强度与漆粒上的电荷量。作用力的方向同电力线的方向相同,会在一定程度上加快漆粒的运动速度。电压升高会使产生的离流子增加,加强静电场的电场力,被涂物体表面部位的磁力线密度较高,在折角、边缘部位的锐角处,使涂料的上漆率增加,导致流挂、气泡等缺陷。
3.3雾化的漆粒喷射到被涂物上
3.3.1漆粒运行的外部作用力
主要有质量惯性(离心力)、电场力、重力(万有引力)、空气阻力、成形空气阻力以及喷漆室内的送排风阻力等,对漆膜的形成以及最终的喷涂效果都会产生一定程度的影响。
3.3.2影响参数(漆流均匀程度、速度、密度)
a.空气流动传递漆粒
成形空气是影响漆流喷射形状以及漆粒运动速度的一个主要参数,涡流的形状取决于空气压力的大小,成形空气的供给情况(空气配给环)以及喷杯的结构形状,对于漆粒的运行轨迹起着决定性的作用。
喷射漆流分为二个主要的漆粒流:径向漆粒流,以辐射状从喷杯中喷出;圆锥形喷射流,以中轴向的回流漆粒流。
b.静电磁场作用力传递漆粒
静电磁场作用力传送漆粒的过程中,漆粒不会沿着磁力线运动,因为喷杯高速旋转所产生的涡流及其本身的重力,以及喷杯内辐射状离心漆粒所产生的离心力会对漆粒的运行轨迹造成一定影响。磁力线本身对于漆粒达到被涂物的途径有一定影响。
喷杯和被涂物之间会形成一个较大的涡流,在这个区域内漆粒会单次或多次运动,同时有一些漆粒从涡流中甩出,在涡流中还存在漆流的回流,漆粒回流的程度会在电压被切断的瞬间急剧增大。
3.3.3漆粒运行
a.质量惯性与运动轨迹,漆粒会沿着电力线达到被涂物(接地基材),在过程中,由于漆粒存在质量惯性,因此漆粒的实际运动轨迹和传递路径存在偏差。可能会在基材表面形成一些不规则的漆斑,或者在雾化装置或自动运行设备上留下一些析出物质(如污物)。
b.采用静电式旋杯喷涂设备喷涂,涂层厚度呈辐射状分布。辐射状是指在静止状态下取得涂料的喷射形状,其涂层厚度由四周向中心递减,涂层厚度分布不均匀,主要是由于雾化喷涂装置结构所造成的,但通过加大成形空气的量,可在一定程度上缓和。
3.3.4粒径的分布
采用空气雾化装置喷涂时,小颗粒漆粒随着物体表面气流方向的转换而变化运行方向,可能无法准确达到被涂表面;而大颗粒漆粒由于其本身的质量较大,故不易偏离其运行轨道(专业测定10µm漆粒到达被涂面约10%,40µm约80%)。
采用静电旋杯喷涂时,小颗粒漆粒由于其本身质量轻,容易沿着磁力线到达被涂物体表面,而大颗粒漆粒容易在离心力作用下被甩出,成形空气和磁力还不足以使大颗粒的漆粒克服离心力作用,进而到达被涂物体表面。由此得出旋杯转速是影响雾化粒径大小分布的重要影响因素。
3.4成膜
3.4.1在评价喷涂质量时,应关注几项性能参量
a.油漆漆粒大小及分布均匀程度;b.喷漆过程中,喷杯圆锥雾粒形状;c.喷射流中漆粒的速度及分布;d.喷杯圆锥内漆粒速度;e.喷漆时油漆漆粒密度;f.漆粒在冲击被涂物表面时的脉冲;g.油漆漆粒动能;h.漆粒相互碰撞频率。
3.4.2流量对喷射漆流的影响
涂料流量的加倍会加重喷射漆流中央漆粒的回流现象,并使漆粒回流的区域范围扩大;在成形空气量恒定不变情况下,喷射漆流宽度会扩大;涂料流量的增大对于漆粒直径没有太大的影响,涂料流量的加倍使漆粒直径扩大约1.5~2μm。
涂料流量对雾化粒径影响较小,但对漆膜厚度影响较大(一般素色漆膜厚≤22μm,金属漆≤18μm);清漆在不流挂前提下,可适当增加膜厚,以提高漆膜流平效果与丰满度。
施工粘度对雾化粒径影响较小,粘度降低漆膜趋簿,底色漆效果颜料平行于底材排列倾向性加大。
3.4.3成形空气对喷涂效果的影响
当在旋杯边缘发生静电雾化时,附近接地的工件有一个相反电位,然后漆滴就被工件吸引。因此漆滴所形成的云雾就向工件移动。较小的漆滴更容易直接到达工件,而较大的漆滴则漂移较长的距离。因此用这种方法在成形的工件上如车身等就不能得到一个厚度分布均匀的漆膜。通过使用成形空气,漆雾被聚集在一起并直接导向工件。成形空气提供了一个控制因素,帮助避免涂装过量或不足。
成形空气释放量的降低,圆锥形喷射漆流的宽度有所扩大。当成形空气的量达到70NL/min时,喷射漆流的中心位置上的涂层厚度会较周围来得小,即形成一个涂层凹陷,可以通过适当扩大漆流回流区域来抑止;随着成形空气量加大,喷射漆流中央部位上的涂层厚度会明显增加,可通过减小漆粒回流来抑止。
3.4.4电压值高低对喷涂效果的影响
不对设备施加高压,则会在喷涂过程中导致巨大的漆流回流现象,被涂物体表面会出现明显的涡流。随着电压逐步升高至40kv,圆锥形喷射漆流的宽度明显增加。回流漆粒的数量会减小,被涂物体表面的涡流现象会相应减轻。随着电压进一步升高至80kv,圆锥形喷射漆流的宽度会进一步扩大,但不如电压从0升至40kv时,宽度增大明显,回流漆粒的数量会进一步减小。
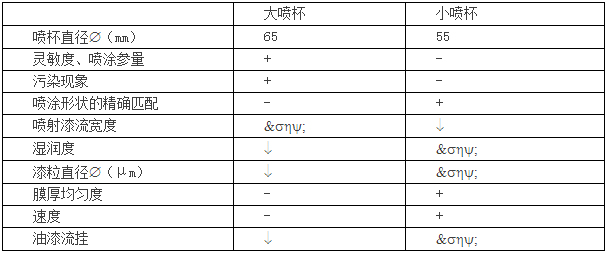
3.4.5喷杯对喷涂效果的影响
旋杯有锯齿状(单线、交叉)、非锯齿状,边缘结构的变化、直径的变化,旋杯的选型,主要跟选型机器人、油漆材料以及喷涂工艺等有关。
3.4.6色彩与色调的影响
高速静电旋杯以及采用空气雾化喷枪喷涂色漆(金属漆、珠光漆)两者的喷涂效果在色泽度、色彩度上有明显区别,用旋杯喷涂的金属色漆,色泽较深,色彩鲜艳。造成不同色彩喷涂效果的主要原因是金属漆漆膜中金属粉的含量,喷射漆流中金属粉的分布,表面覆盖能力,漆粒相互碰撞的脉冲(漆膜中金属粉片的含量),金属粉在漆膜中定向排列等因素影响。
4 静电喷涂参数管理
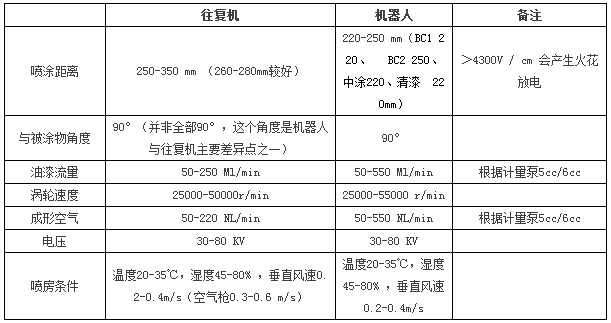
4.1应用参数(如下图)
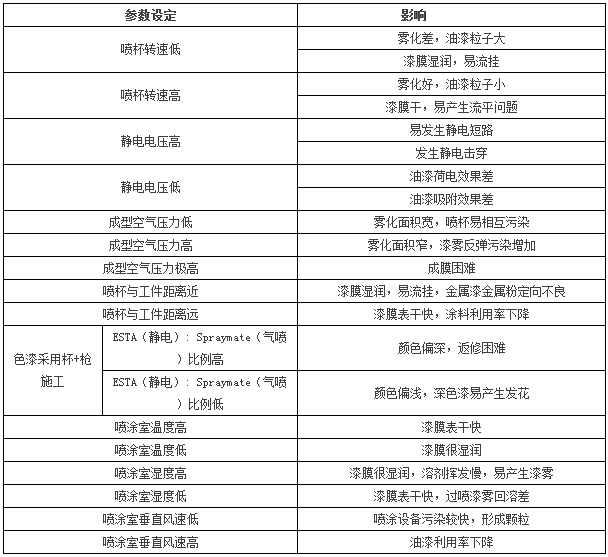
4.2静电喷涂质量的影响分析
4.3静电喷涂工件运动仿形
4.3.1建立参考位图
a.往复机位图
位图文件*.dwg格式转化为*.bmp格式,属性必须符合:侧面位图尺寸(700*260像素点),正面位图尺寸(260*260像素点)。
转化步骤:1)将*.dwg格式的工件三视图(1:1比例),逐一复制在Windows程序附件画图中;2)复制后计算车型实际尺寸与像素点比例,对复制图像调整;3)调整整幅图的像素点,至必须的尺寸;4)对图纸进行调色或绘色;5)俯视图表示为*D.bmp,正视图表示为*F.bmp,后视图表示为*R.bmp,侧视图表示为*S.bmp。
b.机器人位图
使用3D软件CATIA,将工件三维数模图转化为*.wrl格式的文件,文件一般在几十MB,占用存储空间较大,可以在机器人操作程序中的车身操作与存储中进行10-90%的存储压缩转化为*.iv文件,适当减少文件大小。
4.3.2建立仿形
往复机运动为1个坐标轴系,分为X、Y、Z、A、B轴运动;机器人运动为6或7个坐标轴系,分为X、Y、Z、A、B、C轴运动。
根据不同喷涂设备厂家提供的技术材料,进行线下仿形制作,制作时注意运动距离的极限位置,机器人仿形特别关注运动安全半径。线上仿形验证的相关工作,首先验证无实车状态时的模拟运动是否正常,再验证实车状态时的运动是否正常,需要在雾化器前端固定工艺距离要求的尼龙杆,实车检验枪距、运动轨迹搭接、运动速度等,修改优化至满足使用条件。
4.3.3建立喷涂参数
根据线体节拍和工艺膜厚要求,经理论计算后建立不同颜色喷涂参数,包括喷涂值、涡轮速度、整形空气、电压等,喷涂实车验证膜厚、色差是否符合工艺要求,调整优化至工艺要求范围内。
5 结语
随着工程机械技术的不断进步,涂装喷涂设备也在日新月异,始终以一种更高效、更环保、更便捷的特性服务于油漆车身的喷涂工作。进而涂装设备的更新与涂装工艺如何实现共赢,是当今涂装人努力实践和探讨的方向之一。希望此文可以给读者以启发,工作中得以应用。
选购喷涂首选广州拓珅表面处理有限公司,喷涂厂家,喷涂加工厂 ,值得信赖